





关键词 |
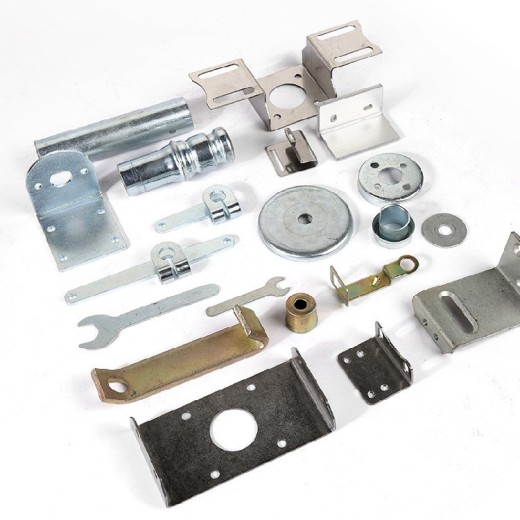
汽车配件冲压件,冲压件加工,五金冲压件,冲压圆铁片 |
面向地区 |
全国 |
作用对象 |
金属 |
冲压行业竞争不断加大,现在很多冲压厂面临着下游客户的不断压价。有效的降低成本已经成为每个冲压厂急需解决的问题。那么冲压厂应该如何有效合理的降低五金冲压件的成本呢?小编为大家详细的分析下:一,选择完善良好的冲压工艺在生产五金冲压件之前要制定完善良好的冲压工艺,只有合理的冲压工艺才能在实际的生产过程中少故障、少废品,同时也能大大提高产品的产量。二,良好的冲压模具五金冲压件时要靠冲压模具来直接加工生产的,所以一定要模具的质量,尤其时对于大批量生产的五金冲压件,模具质量的高低在很大程度上影响着五金冲压件的成本。
此外,也在合理的情况下尽量减少产品生产的工序。三,采用自动化生产现如今五金冲压件,尤其是重量比较小的电子冲压件成本占比的往往是人工成本。所以推行冲压自动化已经是势在必行的趋势了。四,尽量采用连续模推行冲压自动化采用连续冲压模具,不过算时采用人工冲压,对于有些产品在可能的情况下,也是要考虑采用简单的连续模的。五,合理利用材料对于要求不高的产品,可以充分利用边角料生产。对于要求比较高的产品,在设计排料时也要充分利用材料,降低废料占比。当然,降低五金冲压件的成本每个冲压厂都有自己的一套思路和方案。针对不同的产品,也要具体情况具体分析,不过终基本也还是在这五个方面下功夫。
冲压件是借助于常规或冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。
冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一致,能够冲压出孔窝、凸台等。在实际生产中,常用与冲压过程近似的工艺性试验,如拉深性能试验、胀形性能试验等检验材料的冲压性能,以成品质量和高的合格率。
冲压配备除了厚板用水压机成形外,通常都采取凝滞压力机。以今世高速多工位凝滞压力机为焦点,设置装备配置开卷、成品收集、保送等凝滞以及模具库和快捷换模放置,并使用计算机法式管束,可组成高临蓐率高的被动冲压临蓐线。在每分钟临蓐数十、数百件冲压件的状况下,在短暂功夫内完成冲压、出件等工序,时常发生人身、配备和品质事变。因此,冲压中的安全临蓐是一个颇为紧要的题目
1.冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的。
2.抑制冲压件产生翻料、扭曲的方法
(1).合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
(2).压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,卸料板与凹模贴合,而容纳材料处卸料板与凹模的间隙为材料厚t-0.03~0.05mm)。如此,冲压中卸料板运动平稳,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
(3).增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
(4).凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
(5).日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将,从而冲压件产生翻料、扭曲的趋向加大。
(6).冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。
3.生产中常见具体问题的处理
在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
(1).冲切刃口磨损时,材料所受拉应力,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
(2).对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
(3).凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。
在具体的生产实践中,应针对具体问题作具体分析,从而找出解决问题的方法。
以上主要介绍了冲裁时,冲件产生翻料、扭曲的原因及解决对策。
兴化市恺顺不锈钢制品厂是一家专业从事研发、生产、销售为一体化科技型冲压企业。公司拥有先进的生产技术,专业加工各种非标件、小零件、冲压件、拉伸件、组装件等产品,广泛应用于机械制造、家电制造、成套设备、建筑工程、装潢装修、电子仪器、食品机械、船舶制造、家具木业等。
企业在发展壮大的同时,不断引进先进的生产设备和成熟稳定的生产工艺,为客户在同行业始终保持领先优势。我们一直都站在使用者的立场上,力求产品高效率,低耗率,让顾客降低成本, “质量、信誉、发展”是我们的宗旨,为客户降低成本提高工效是我们的经营原则。 我们本着“诚信立户,品质兴业”的理念,面向全国,拓展海外,共创双赢。价格合理、送货快捷、想客户之所想,急客户之所急,竭诚为中外企业、新老客户提供全方位的服务!
全国冲压件热销信息