兴化市恺顺不锈钢制品厂
 第7年
第7年

 第7年
第7年 
第7年

来源:兴化市恺顺不锈钢制品厂 时间:2025-03-16 10:24:00 [举报]
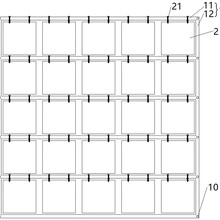
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。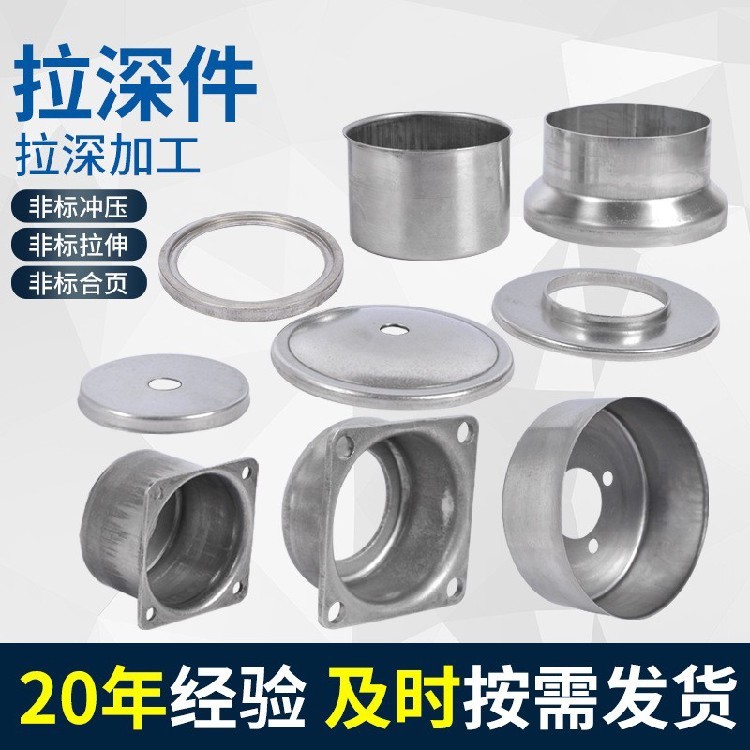
冲压时产生翻料、扭曲的原因
在级进模中,通过冲切冲压件周边余料的方法,来形成冲件的外形。冲件产生翻料、扭曲的主要原因为冲裁力的影响。冲裁时,由于冲裁间隙的存在,材料在凹模的一侧受拉伸(材料向上翘曲),靠凸模侧受压缩。当用卸料板时,利用卸料板压紧材料,防止凹模侧的材料向上翘曲,此时,材料的受力状况发生相应的改变。随卸料板对其压料力的增加,靠凸模侧之材料受拉伸(压缩力趋于减小),而凹模面上材料受压缩(拉伸力趋于减小)。冲压件的翻转即由于凹模面上的材料受拉伸而致。所以冲裁时,压住且压紧材料是防止冲件产生翻料、扭曲的。
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压件是借助于常规或冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。
冲压加工是一种金属冷变形加工方法。
所以,被称之为冷冲压或板料冲压,简称冲压。
它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
五金冲压件广泛的应用于我们生活当中的各个领域,包括一些电子器件、汽车配件、装饰材料等等。五金冲压件就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是-在加工过程中厚度不变的零件。有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
五金冲压件加工时的注意事项:
1、改革工艺、模具和作业方式,实现人手模外作业。对于大批量生产作业,可从改革工艺和模具入手,实现机械化和自动化。例如,采用自动化,多工位冲压机械设备,采用多工划具与机械化进出产装置,采用连续模、复合模等合并工序措施。所有这些不仅能保障冲压作业的安全,而且能大大提高生产效率。
2、改造冲压设备,提高生产安全可靠性。目前许多陈旧五金件冲压设备的操纵系统、电器控制系统存在很多不安全因素,若继续使用对应其进行技术改造。冲压设备制造厂应当改进产品设计,确保冲压设备的安全可靠性。
3、安装防护装置。由于生产批量小,在既不以实现自动化,又不能使用安全冲压工具的冲压作业中,安装安全防护装置,以防止由于操作失误而造成的伤害事故。各种防护装置有各自不同的特点和使用范围,使用不当仍然会发生伤害事故。因此,弄清各种防护装置的作用,以做到正确使用,操作安全。
加工铝制五金冲压件需要注意的几个事项:
铝制五金冲压件在折弯后出现开裂,或者加工好之后进行阳极氧化时出现开裂,有很多不知道怎么处理,今天小编为大家分享下,铝制五金冲压件在加工时的注意事项:1、选择合适硬度的铝板。如果选择的铝板硬度太高,就容易出现开裂。所有加工铝五金冲压件要选择合适硬度的铝板。1系、3系、5系的硬度比较低,加工冲压件的时候比较常用。6、7系列的铝板硬度比较高,需要先做退火处理到O态后再冲压。还有就是一定要选择比较正规的厂家生产的铝板,质量采用。2、厚度。在厚度方面,如果可以使用的情况下,尽量选择厚度比较小的材料。
3、冲压R角的选择。冲压折弯时,r角的选择也是非常重要的,如果r角过小也容易发生开裂。4、纹理方向加工铝五金冲压件时,要时冲压方向于铝板的轧制纹路方向垂直。5、表面处理对于要求拉丝或者其他表面处理的五金冲压件,要在成形后进行表面处理。以上几方面综合处理好的话,铝五金冲压件的折弯开裂疑问将得到较好的处理。
标签:拉伸冲压件精密,冲压非标配件精密冲压件,加工垫片,垫片精密冲压件